Blog
استحکام کششی پیچ
استحکام کششی پیچ
استحکام کششی پیچ – بطور خلاصه کشش پیچ ؛ نوعی کشیدن مستقیم محوری پیچ به منظور دستیابی به بارگذاری اولیه میباشد. و از مزایای آن میتوان به عوامل زیر اشاره کرد:
- خطاهای بوجود آمده ناشی از اصطحکاک از بین میروند.
- نیروهای هیدرولیکی ساده جایگزین عوامل گسترده مکانیکی میگردند که نیروی گشتاور را بوجود می آورند.
- یک بارگذاری (اعمال نیرو) یکپارچه و هماهنگ بوسیله کشیدن همزمان پیچ ها بر روی فلنج ایجاد خواهد شد.
عمل کشش نیازمند پیچ های بلند تر، و یک فضای کافی در اطرف مهره به عنوان نشیمنگاه میباشد.
*بارگذاری اولیه (پسماند بارگذاری) = نیروی گشتاور بکار رفته منهای اصطحکاک.
: Load Loss (افت نیروی بارگذاری شده ) در پیچ، یعنی میزان نیرویی که برای سفت کردن به پیچ وارد شده اما پیچ بدلیل عواملی از قبیل ازدیا طول بدلیل خمیدگی (خوابیدن )رزوه ها ، انبساط شعاعی مهره و یا فرو رفتن مهره در ناحیه سطح تماس از دست رفته است . میزان “اتلاف بار” در محاسبات برآورد می شود و به منظور تعیین باری (نیرویی) که قرار است به کار گرفته شود به مقدار بارگذاری اولیه اضافه میشود.
عملیات کشش
عمل کشیدن(پیچ ها) اجازه میدهد که سفت نمودن پیچ های متعدد بصورت همزمان و هماهنگ انجام شود؛ ابزار(کشنده ) ها به ترتیب واز طریق یک شیلنگ به یک دستگاه پمپ هیدرولیک واحد متصل میگردند. این کار این اطمینان را ایجاد مینماید که هر وسیله (کشنده) دقیقا دارای نیرویی یکسان بوده و نیروی بستن یکنواختی را در سراسر سیستم ایجاد میکند. این کارمهم است،زیرا منابع تحت فشاری وجود دارند که حتی کیفیت و چگونگی پرس شدن گسکت نیز درآب بندی آنها تاثیر دارد.
نیروی سفت نمودن پیچ ها در فلنج لرزه گیرهای لاستیکی مطابق جدول مربوط به خودشان تعیین شده است . برای دریافت روی این لینک کلیک نمایید.
دستورالعمل عمومی
- مرحله اول: وسیله کشنده پیچ ((Tensioner بر روی سر پیچ (استاد بولت) اندازه میشود.
- مرحله دوم: فشار هیدرولیک در کشنده ها ایجاد شده و سپس پیچ ها را میکشد
- مرحله سوم: مهره های پیچ در مقابل صفح اتصال به پایین چرخانده میشوند
- فشار از روی کشنده ها برداشته شده و آنها آزاد میگردند
پیچ ها مانند فنر عمل میکنند، وقتی فشار قطع میگردد پیچ هایی که تا قبل از قطع شدن فشار تحت کشش بودند حالا شروع به انقباط کرده ونیروی لازم جهت مهارکردن و بستن را در سراسر اتصالات را فراهم میکنند.

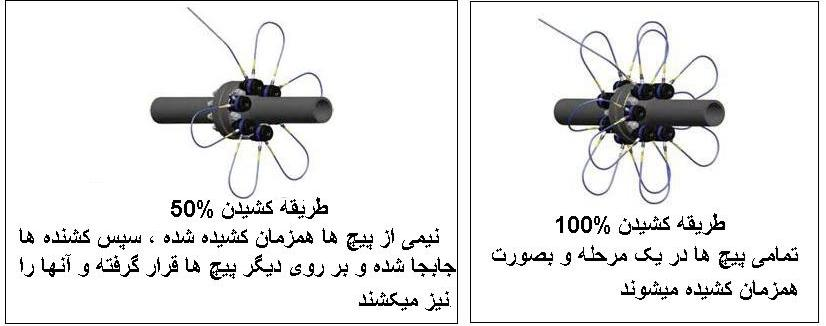
فرآیند کشش کمتر از 100%
نصب همزمان همگی دستگاه های کشنده (Tensioner) بر روی تمامی پیچ های یک فلنج یا هر اتصال دیگری ممکن نیست. در این حالت میباید پیچ ها را در دو مجموع انتخاب و در دو مرحله سفت کرد ؛ در چنین مواقعی حداقل از دو فشار مجزا در کشنده ها استفاده میشود. این بدان دلیل است که افت نیروی بارگذاری (Load Loss) در پیچ های کشیده شده قبلی در مرحله بعدی مجددا جبران شده و سفت شوند.
ازافت نیروی بارگذاری که بدان اشاره شد ، در محاسبه یک نیروی بارگذاری بالاتر استفاده شده و بدینصورت به مجموعه اول پیچ ها که شل شده و به عقب برگشته اجازه میدهد تا به هدف بارگذاری اولیه برسد.
آماده سازی پیچ فلنج
جهت دستیابی به یک آب بندی بدون نقص در اتصال یک فلنج تمام اجزاء باید درست باشد. شناخته شده ترین عامل ایجاد نشت درگسکت ها ، فرآیند نصب غیر صحیح میباشد. قبل از آغاز فرآیند پیچ کردن، انجام مراحل مقدماتی زیرموجب اجتناب از مشکلات خواهد شد:
- سطح برجسته آب بندی فلنج را بررسی نمایید. سطح باید تمیزبوده و عاری از هر گونه برآمدگی ، حفره ، جای ضربه و خراشیدگی عمقی باشد.
- تمام پیچ فلنج ها و مهره ها را بازرسی چشمی نمایید و از سالم بودن رزوه ها اطمینان حاصل کنید. پیچ و مهره های معیوب فلنج را تعمیر و یا تعویض کنید.
- هر گونه برآمدگی را از روی رزوه ها بزدایید.
- رزوه های پیچ و مهره ها را گریسکاری کرده و طرف همجوار مهره را نیز که با سطح فلنج یا واشر تماس خواهد داشت را نیز گریس کاری نمایید.
- واشرهای سخت کاری شده در بیشتر کاربردها توصیه شده است.
- گسکت های نو نصب کنید و اطمینان یابید که گسکت بدرستی در مرکز فلنج قرار گرفته. از دوباره استفاده نمودن گسکت های کهنه و یا بکار بردن چند تایی آنها اجتناب کنید.
- تنظیم مربوط به گسکت ها را در استاندارد ASME B31.3 در فرآیند لوله کشی بررسی نمایید
… سطح برجسته آب بندی فلنج باید به اندازه 1/16” در فوت موازی بوده و سوراخ های پیچ فلنج باید طوری تنظیم شوند که حداکثر به اندازه 1/8” انحراف داشته باشد.
- موقعیت مهره ها را طوری تنظیم کنید که رزوه های پیچ 2 یا 3 رزوه بیرون تر از مهره بوده و دیده شود.
- صرف نظر از اینکه کدام یک از روش های سفت کردن استفاده میشود، بررسی و توصیه های بالا باید انجام شوند.
توضیحات نویسنده
تجربه شخصی خودم در باره آچارهای ترک متر.
در گذشته صد ها اتصال فلنج بدون نشت را از NPS 1/2 تا NPS24 و بزرگتر را مونتاژ کرده ام و به ندرت از آچار ترک استفاده کرده ام. درعمل اتصال فلنج های معمولی تقریبا هرگز با یک آچار ترک مونتاژ نمیشوند. سخت ترین مونتاژ ها برای من همیشه آنهایی بودند که کوچک بوده اند خصوصا فلنج های Raised Face بالای 300Lbs ( ارتفاع برجستگی سطح آب بندی تقریبا 6.4mm ) .
در ارتباط با پیشانی فلنج های NPS ½ که برای مثال کوچکتر ازفلنج NPS 6 میباشند از نظر من نامیزانی بسیار بیشتر است . در عمل من مرتبا با اتصال فلنج های مواجه شده ام ، جایی که تنظیمات با محدویت تلرانس همخوان نبود. اگر سادگی ترتیب فرآیند سفت کردن دنبال شود یک مکانیک به سرعت کارش را انجام داده و احتمالا میتواند درحال بستن پیچ ششم باشد به جای اینکه در حال کار کردن روی پیچ اول فلنج باشد. در هنگام مونتاژ فلنج از چشمان خود استفاده کنید. این نکته بسیار مهم است و احتمالا منجر به یک اتصال بودن نشت میگردد.
جفت شدن ناصحیح یک فلنج – پیچ هایی کوتاه هستند!
- تصویر زیر اتصال یک فلنج را که بصورت اشتباه نصب شده است را نشان میدهد، زیرا دو پیچ بسیار کوتاه هستند و بدینسان مهره های بصورت کامل روی آن قرار نگرفته اند.این بدان معنی است که اتصال ممکن است که به اندازه ای که باید محکم باشد محکم نیست. فلنج ها آن چنان طراحی می شوند که ترکیب پیچ و مهره تمام نیرویی را که بر روی فلنج اعمال میشود را مهار نماید. چنانچه فقط بخشی از مهره با پیچ درگیر باشد ممکن است آنچنانکه باید قوی نباشد.
- اگر شغل شما شامل وصل نمودن تجهیزات به یکدیگر میباشد، مونتاژ کردن فلنج لوله ها ، پیچ کردن درپوش دریچه ها یا دیگر پیچ های اتصالات بر روی تجهیزات یا مونتاژ ادوات دیگر، بیاد داشته باشید که کار شما تا زمانی که تمام پیچها بدرستی نصب و سفت نشده اند تمام نشده است.
- بعضی از تجهیزات نیاز به فرآیندی ویژه جهت سفت نمودن پیچ ها دارند. برای مثال ، شما ممکن است که برای بستن صحیح پیچ ها برابر معیارهای خواسته شده از یک آچار ترک استفاده کنید. برای اطمینان ازاینکه پیچ ها را بنا به یک سفارش ویژه سفت مینمایید مطمئن شوید که رویه صحیح را دنبال میکنید و از ابزار درست استفاده می کنید و اینکه شما درفرآیند مونتاژتجهیزات بدرستی آموزش دیده اید.
- لوله ها ودیگر تجهیزات را برای اطمینان از اینکه فلنج ها بدرستی پیچ شده اند بعنوان بخشی از بازرسی ایمنی تاسیسات بررسی کنید.
- اگر شما بی دقتی و اشتباهی را در پیچ و مهره کردن فلنج ها درتاسیسات خود مشاهده کردید آنها را گزارش کنید تا تعمیر شوند، و مطمئن شوید که تعمیرات درخواستی کامل شده اند.
تجهیزات جدید را بازرسی کنید یا تجهیزاتی که مجددا مونتاژ شده اند را بعد ازامور تعمیر و نگهداری دوباره مورد بازرسی قرار دهید تا مطمئن شوید که بدرستی نصب شده اند و قبل از راه اندازی به دقت و به درستی پیچ شده اند.

طول صحیح یک پیچ چقدر است ؟
به عنوان یک قانون طلایی : تعداد رزوه های آزادی که از سر مهره بیرون میباشند، باید 3/1 برابر قطر پیچ باشند.
ترجمه: آما فلکس
منبع: http://www.epa.gov/region10/pdf/rmp/CEPPnewsMayJune2012.pdf
استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ
استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ استحکام کششی پیچ